Dávkování prášku injektory
WAGNER dávkování prášku pro práškovací pistole je postaveno na principu Venturiho trubice. V injektoru je tlačen vzduch (dávkovací vzduch) dovnitř trysky (tryska injektoru). Speciální geometrie generuje vacuum, které nasává fluidizovaný prášek ze zásobníku a vytváří proud prášku.
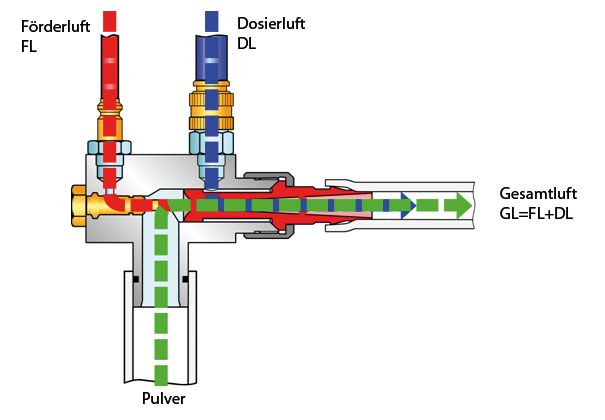
Pomocný vzduch je přidáván do proudu prášku pro přidání větší síly tohoto proudu. Celkové množství vzduchu generuje homogenní směs prášku a vzduchu. Množství vzuduchu se reguluje tak, aby se fluidizovaný prášek neusazoval v práškovacích hadicích. To je základní požadavek na konstantní dávkování prášku, homogenní atomizaci a optimální aplikaci prášku bez plivání.
WAGNER nabízí správný systém pro každou aplikaci.
Standardní injektory vynikají vysokou schopností dodávky prášku. Alternativou je systém HICOAT ED pumpy s optimalizovanou geometrií v injektoru. Tento patentovaný systém vede ke značnému snížení množství vzduchu a tím i zvýšenou přenosovou účinnost.
Dávkovací systémy jsou řízený jednotkou, která automaticky řídí správný směšovací poměr mezi dávkovacím a pomocným vzduchem, a to umožňuje uživateli plně se soustředit na aplikaci.
Nabíjecí systémy
1. Corona nabíjení
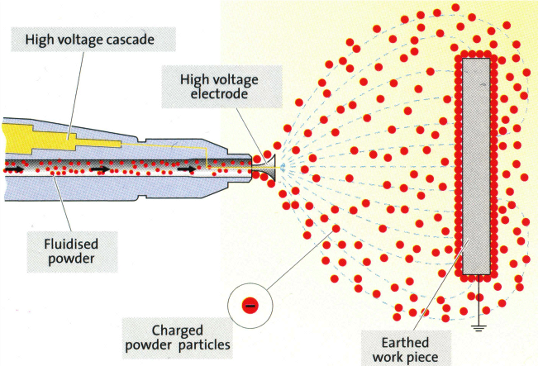
Corona nabíjení generuje záporně nabité ionty vzduchu na elektrodě, které přecházejí na zrnka prášku. Vzduchové ionty jsou generovány za pomocí vysokého napětí na elektrodě práškovací Corona pistole. Generování vysokého napětí se provádí pomocí vysokonapěťové kaskády, která je instalována v těle pistole. Vysoké napětí může být v rozsahu 30-100kV. Úroveň napětí je přizpůsobena geometrii dílu, práškové barvě a použitému systému. Nabité částice se pohybují podél siločar do uzemněného dílu.
Vzhledem k tomu, že hustota siločar je na okraji dílu vyšší než na zbývajícím povrchu, znamená to, že zde bude vyšší tloušťka prášku. Naopak existují oblasti do nichž neproniknou žádné siločary u trojrozměrných součástí. V těchto oblastech vznikají tzv. Faradayovy klece, ve kterých je vrstva prášku velmi omezená.
S rostoucí tloušťkou vrstvy vzrůstá napětí na povrchu dílu a vznikají tzv. zpětné ionizace. Způsobuje to příliš vysoká hustota náboje. Prášková vrstva izoluje uzeměný díl a díky tomu dojde k opětovnému nárůstu napětí na úkor proudu na povrchu dílu. Tím dojde k opětovnému urychlování vzduchových částic na povrchu dílu, kde narážením částic do sebe vznikají záporné ionty a v omezené míře kladné ionty. Kladné ionty putují zpět k elektrodě a při jejich výronu dojde ke vzniku kráteru. Zpětná ionizace se projevuje již před vytvrzením jako nehomogenní vrstva (při vysoké zpětné ionizaci krátery), která se po vytvrzení projevuje jako pomerančový efekt.
Cílem je tedy vytvářet optimální množství vzdušných iontů a je to jeden z důvodů použití práškových rozprašovačů. Další technologií pro eliminaci zpětné ionizace je použití Corona Star příslušenství pro pistole a řízení proudových limitů.
Tyto účinky mohou být sníženy i pro složité díly díky moderní technologii WAGNER stříkací HICOAT C4, X1 pistolemi s rozsáhlými možnostmi vysokonapěťových, proudových omezení a kaskádovými charakteristikami. HiCoat WAGNER pistole tak zajišťují optimální výsledky lakování.
2. Tribo nabíjení
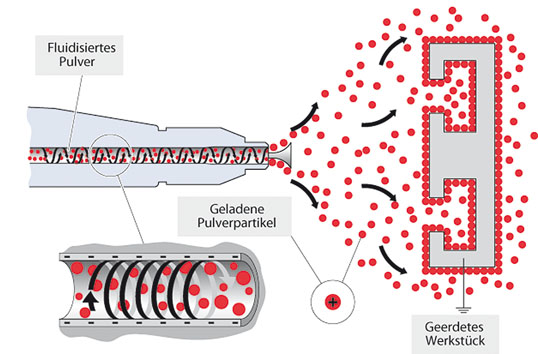
Metoda Tribo používá techniku vzniku náboje třením. Zde je prášek ve fluidní trubici (obvykle PTFE) pozitivně nabíjen třením v potrubí vnitřních stěnách . Materiál PTFE je volen vzhledem k jeho el. vlastnostem a vzhledem k malé přilnavosti prášku k tomuto materiálu.
Prášek třením o stěny (je vystaven turbulentnímu proudění) získává kladný náboj a stejné množství záporného náboje je odvedeno pryč (uzemněno). Pro tribo aplikace je nutné použít větší množství vzduchu a také pro efektivní aplikaci použít vhodný prášek.